





相关文章
CK6150数控车床性能:
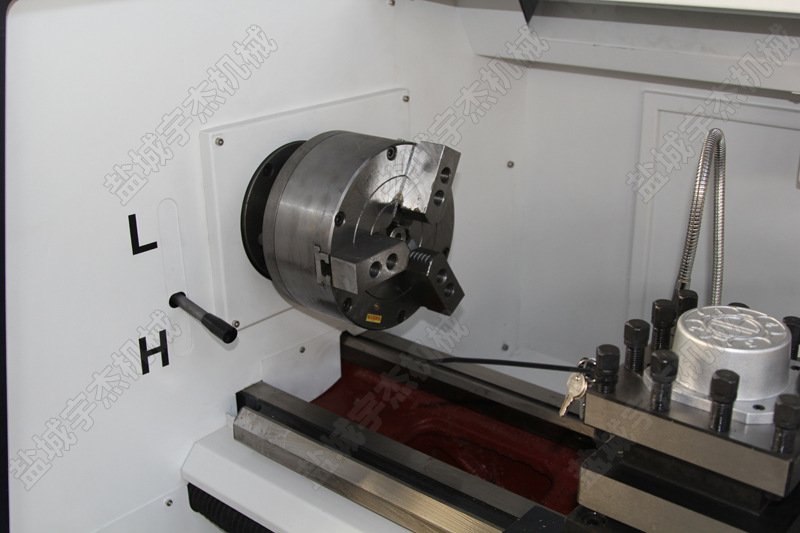
1、机床精度高,主轴采用哈尔滨轴承HRB高精密度双滚珠轴承支承,噪音低,精度高,稳定性好。
2、床身导轨经超音频淬火后精磨,硬度高,刚性好。
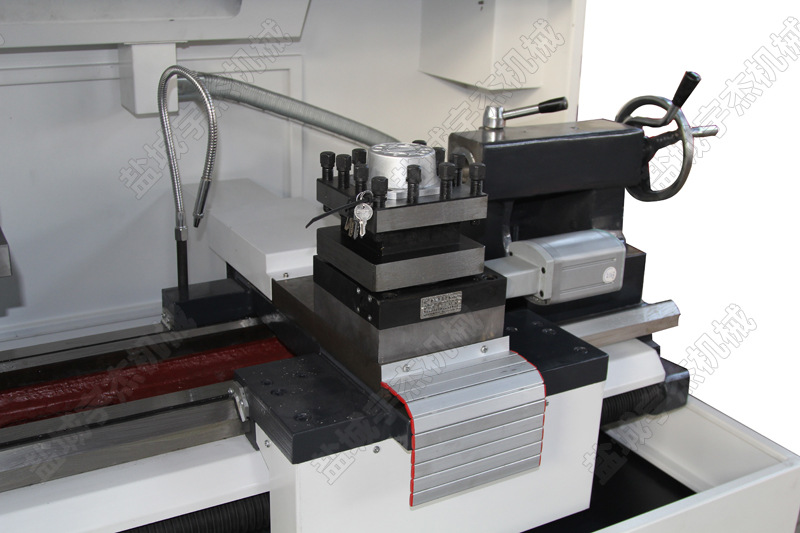
3、电动四工位刀架采用精密齿盘定位,重复定位精度高。
4、尾架具有快速凸轮夹紧装置,工作效率高。尾座套筒内有防止钻头旋转的装置,避免了因误操作引起的钻头旋转而损伤尾座套筒内孔锥度,有效的保护了尾座部件。
5、数控系统采用广数系统或凯恩帝等国内外知名品牌,可选用混合式步进电机驱动或交流伺服电机驱动,也可根据用户要求选配其它系统。
6、易于操作,特别适用于复杂零件或对精度较高的大批量零件的加工,也是数控教学的选择。
|
CK6150数控车床技术参数 |
|||
|
规格 |
单位 |
CK6150 |
|
|
加工能力 |
床身上最大回旋直径 |
mm |
500 |
|
刀架上最大回旋直径 |
mm |
280 |
|
|
最大工件长度 |
mm |
750/1000/1500/2000 |
|
|
床身导轨宽度 |
mm |
360 |
|
|
行程 |
X轴行程 |
mm |
260 |
|
Z轴行程 |
mm |
680/930/1430/1930 |
|
|
主轴 |
主轴转速范围 |
mm |
2档齿轮变速40-1600 |
|
无级变速40-1600 |
|||
|
无级变速(双速电机)40-2500 |
|||
|
主轴端部尺寸 |
mm |
C6 |
|
|
主轴内控锥度 |
MT |
6# |
|
|
主轴通孔直径 |
mm |
Φ52 / 62 / 80 / 105 |
|
|
刀架 |
刀具数量 |
No. |
4 / 6 / 8 |
|
刀柄尺寸 |
mm |
25×25 |
|
|
换刀时间 |
sec |
2.0 |
|
|
进给 |
X轴快速进给速度 |
mm/min |
4000 |
|
Z轴快速进给速度 |
mm/min |
6000 |
|
|
每转切削进给量 |
mm/r |
0.005-100 |
|
|
尾座 |
尾座套筒锥度 |
MT |
5# |
|
尾座套筒直径 |
mm |
75 |
|
|
尾座套筒行程 |
mm |
150 |
|
|
电机 |
主电机功率 |
kw |
5.5 / 7.5 |
|
X轴、Z轴电机扭矩 |
N.M |
4&6 |
|
|
外形尺寸(长*宽*高)和重量 |
|||
|
中心距 |
750mm |
2350*1350*1800mm/2000kg |
|
|
1000mm |
2600*1350*1800mm/2200kg |
||
|
1500mm |
3100*1350*1800mm/2500kg |
||
|
2000mm |
3600*1350*1850mm/2800kg |
||
|
CK6150数控车床配置 |
|
|
标准配置 |
可选配置 |
|
广州数控980TB3系统 |
广州数控928TD-L系统或客户指定 |
|
Φ250mm手动三爪卡盘 |
Φ250mm液压卡盘/气动卡盘/弹簧夹头 |
|
立式4工位电动刀架 |
6工位电动刀架/液压刀塔 |
|
齿轮变速 |
独立主轴无级变速 |
|
手动尾座 |
液压尾座或气动尾座 |
|
X和Z轴伺服电机 |
X和Z轴步进电机 |
|
水泵、机床工作灯 |
液压站 |
|
电动润滑泵 |
自动送料机 |
CK6150数控车床使用中会出现的故障
1.主轴箱故障及排除方法
(1)主轴发热。润滑油脏,有杂质或轴承研伤、损坏。清洗主轴箱,换新油。更换轴承,调整预紧力。
(2)主轴不转动。保护开关没有压合、失灵或变挡复合开关损坏。检修或更换开关。
(3)主轴噪声大。缺少润滑,调整润滑油量,保持主轴箱清洁;传动带松弛、受力不匀,调整更换皮带新旧带不能混用;轴承受损,更换轴承;齿轮啮合间隙不均匀或齿轮损坏,调整啮合间隙或更换新齿轮。
(4)主轴无变速。变挡油缸研损或卡死,变挡电磁阀卡死,变挡油缸窜油或内泄修除毛刺和研伤,清洗后重装,修理或更换电磁阀,更换密封圈。
(5)切削振动大。主轴箱和床身连接螺钉松动:恢复精度后紧固连接螺钉;轴承预紧力不够,游隙过大,调整、消除游隙;轴承拉毛或损坏,更换轴承。
2.加工方面的故障及排除方法
(1)加工表面粗糙度增大。伺服电机未调整好,增益过大,丝杆轴承损坏,运动不稳,机床没有足够润滑,溜板产生爬行。调整修理伺服电机控制系统,更换相关轴承,检查供油情况。
(2)加工件有锥度。主轴中心与导轨平行度超差,尾座轴心和主轴轴心同轴度超差。调整主轴位置,调整尾座或主轴箱。
(3)刀补值不稳定,加工精度差。伺服电机产生漂移,使滚珠丝杠振动,从电气方面排除。机床各联接部件超差或配合过松过紧而引起的位置偏移,调整各运动部件间隙并测试精度。主轴脉冲编码器松动或损坏,紧固或更换脉冲编码器。刀具没对中,确保刀具对中切削。主轴温升产生的变化,用控制系统刀具补偿修正。
上一篇: 没有了
下一篇: CK6136数控车床
 QQ:
QQ: 邮箱:517397009@qq.com
邮箱:517397009@qq.com 传真:0515-88631266
传真:0515-88631266 地址:盐城市盐都区冈中工业园区振冈路6号
地址:盐城市盐都区冈中工业园区振冈路6号
扫一扫 微信咨询
©盐城市59599aa美高梅制造有限公司 2021 版权所有 备案号:苏ICP备14037641号-2 技术支持:机床商务网 Sitemap.xml 管理登陆
